 服務熱線:
服務熱線:152-4444-8678
服務熱線: 除鐵設備
除鐵設備 磁選設備
磁選設備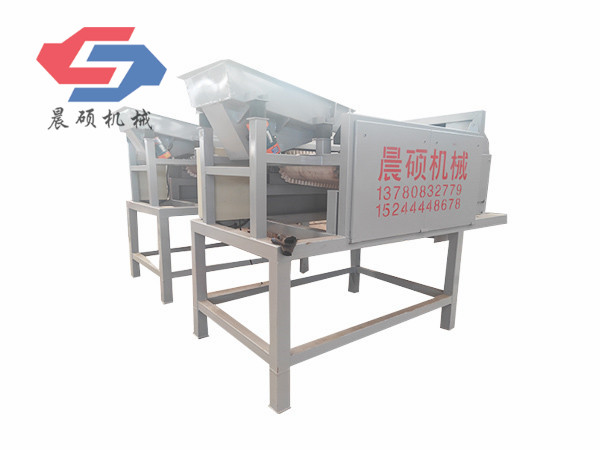 渦電流分選設備
渦電流分選設備 滾筒篩
滾筒篩 金屬探測儀
金屬探測儀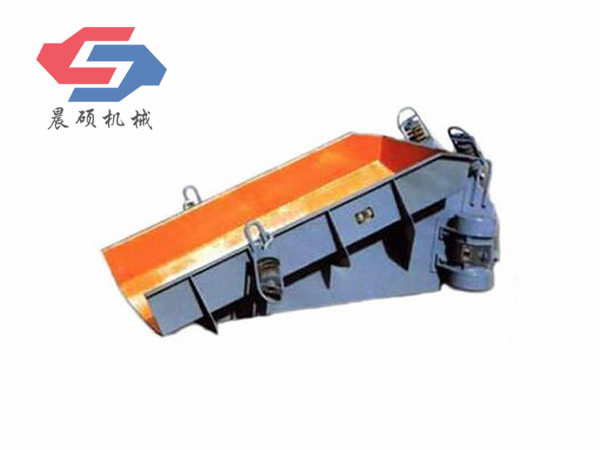 給料機設備
給料機設備



專注強磁除鐵設備的生產


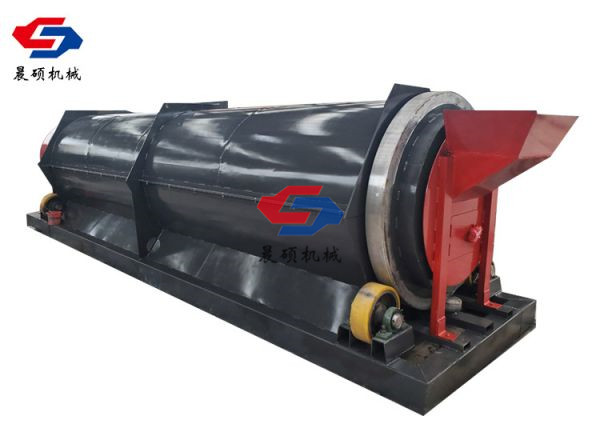 無軸滾筒篩
無軸滾筒篩
 無軸滾筒篩
無軸滾筒篩 空分機
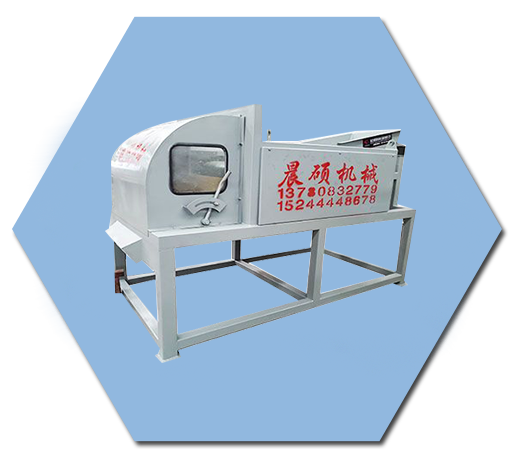
空分機 不銹鋼分選機
不銹鋼分選機 無軸滾筒篩
無軸滾筒篩 無軸滾筒篩
無軸滾筒篩 CT系列干式磁選機
CT系列干式磁選機 TGG穩流定量螺旋給料機
TGG穩流定量螺旋給料機 CTN系列全逆流濕式磁選機
CTN系列全逆流濕式磁選機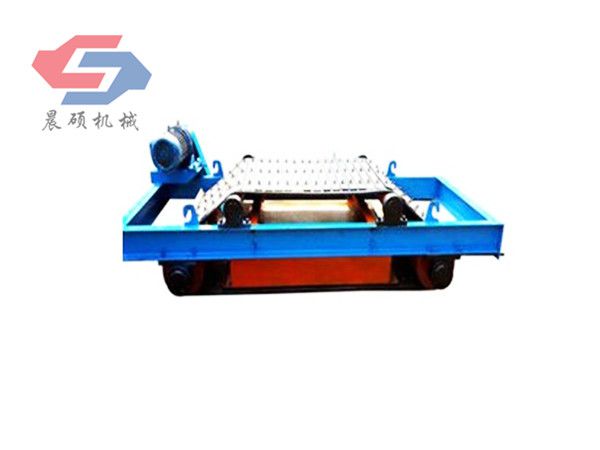 RCYK系列鎧裝帶式除鐵器
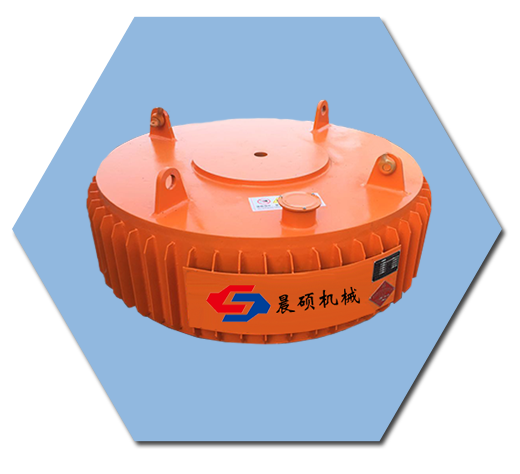
RCYK系列鎧裝帶式除鐵器 RCYB懸掛式永磁除鐵器
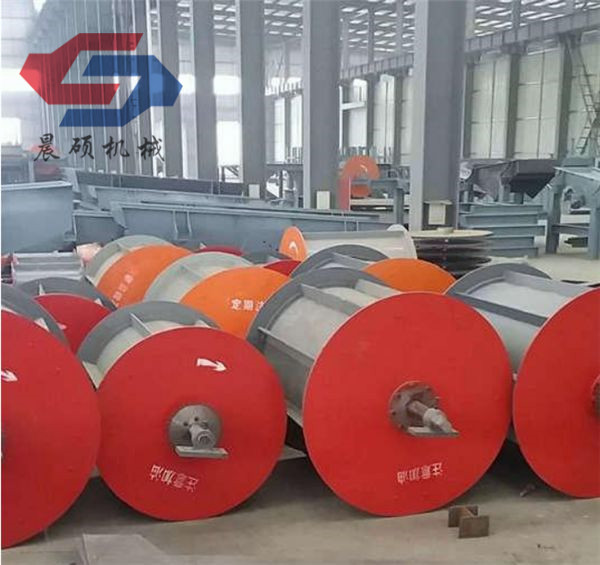
RCYB懸掛式永磁除鐵器 RCDC系列風冷自卸式懸掛電磁除鐵器
RCDC系列風冷自卸式懸掛電磁除鐵器 RCDB系列干式懸掛電磁除鐵器
RCDB系列干式懸掛電磁除鐵器 RCDD系列自冷自卸式電磁除鐵器
RCDD系列自冷自卸式電磁除鐵器 RCYD懸掛自卸式永磁除鐵器
RCYD懸掛自卸式永磁除鐵器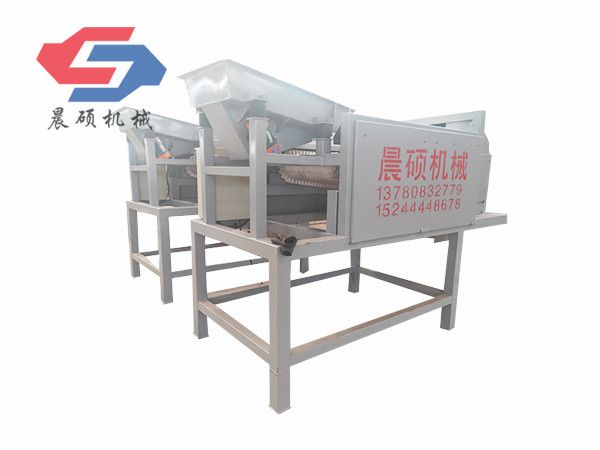 有色金屬分選機
有色金屬分選機 銅鋁分選機
銅鋁分選機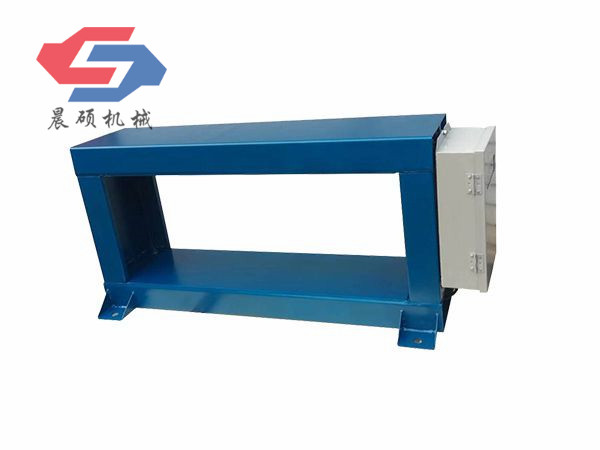 框架金屬探測儀
框架金屬探測儀 框架金屬探測儀
框架金屬探測儀 平板金屬探測儀
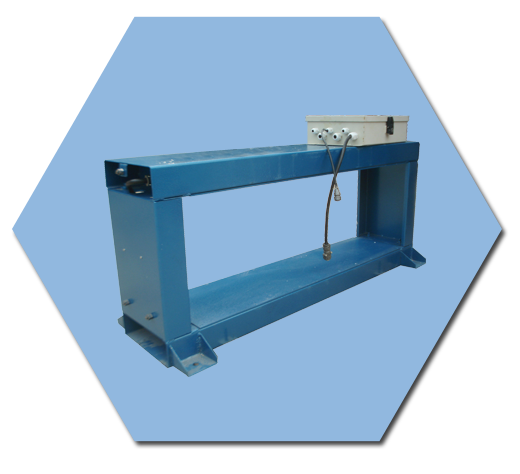
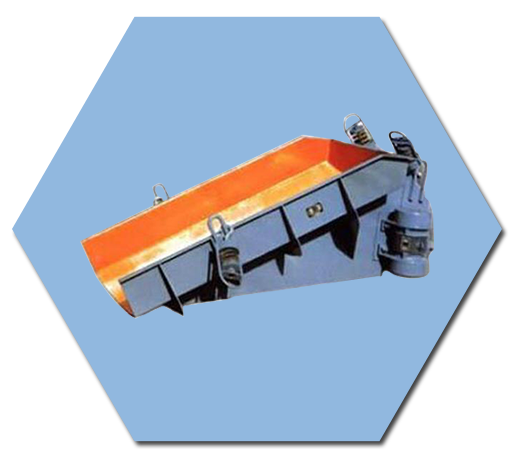
平板金屬探測儀 GZ系列電磁振動給料機
GZ系列電磁振動給料機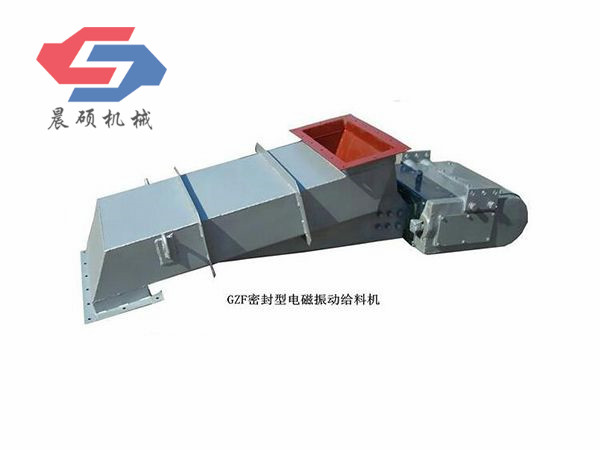 GZF密封型電磁振動給料機
GZF密封型電磁振動給料機 RCYQ系列輕型懸掛自卸式永磁除鐵器
RCYQ系列輕型懸掛自卸式永磁除鐵器 RCYG系列管道式自動除鐵器
RCYG系列管道式自動除鐵器 渦電流分選機
渦電流分選機 抽屜式除鐵器
抽屜式除鐵器 液體管道除鐵器
液體管道除鐵器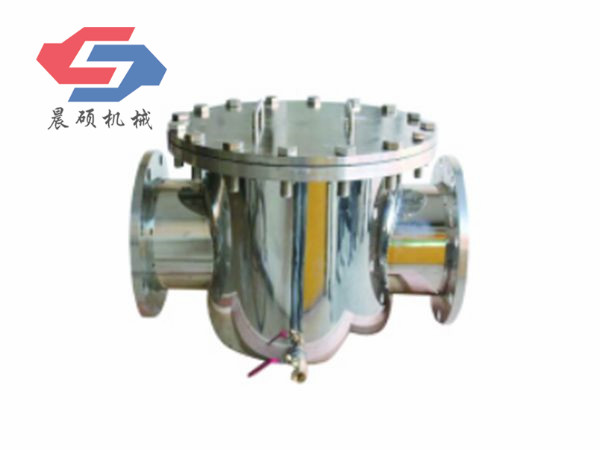 液體管道除鐵器
液體管道除鐵器 濰坊晨碩機械設備有限公司是一家集科研開發、生產銷售、工程設計、安裝服務于一體的高科技現代化企業。
公司以新技術、新工藝為本,以環保節能為根,我們始終恪守"技術為先、誠信為本、服務至上"的經營理念,堅持"技術上不斷突破,產品上不斷創新"的發展戰略,勇于開拓、誠心竭力,憑借先進的生產設備及檢測儀器,雄厚的技術力量,優良的管理團隊和可靠的售后服務保障,為產品質量奠定了良好的基礎,從根本上保證了產品的高質量和高品位!
about us 關于我們
專注強磁除鐵設備的生產













專注于除鐵設備生產,公司實力雄厚
是磁鐵電設備、除鐵設備生產廠家,公司集科研開發,生產銷售,生產安裝、調試服務于的現代化企業。
 精工定制
精工定制
公司配有完整的加工實驗設備,從原礦的破碎、篩分、磁選、化驗檢測、
數據分析,并根據數據報告為客戶量身打造優良的產品

主要生產制造渦電流分選機、有色金屬分選機、金屬垃圾分選機、選鋁機、濕選磁選機、干選磁選機、電磁(永磁)系列除鐵器、干粉除鐵等多個系列產品。
 售后無憂
售后無憂
設立售后服務部門,跟蹤式服務,
客戶回饋問題及時回應,做到無的后顧無憂。

了解產品知識,聚焦新聞動態

介紹幾種常見的永磁除鐵器的卸鐵方法: ?? ? ? 永磁除鐵器是以高剩磁、高矯頑力的稀土磁性材料釹鐵硼和鐵氧體組成磁源,......

? ? 除鐵器安裝后的四大檢查工作。對于除鐵器的安裝工作,一般都有專門技術人員進行現場安裝。除鐵器安裝后并不能直接使用,......

? ? ? (1)工作原理不同:電磁除鐵器是通電后,電生磁產生強大的吸力,去除物料中的磁鐵性雜質;永磁除鐵器內部采用高剩......
了解產品知識,聚焦行業動態

全國免費電話:400-845-8678
手機:15244448678
聯系人:盧經理
郵箱:chenshuojixie@163.com
地址:山東濰坊臨朐東城街道東城開發區朐山路388號